Клей laser bond отзывы: Laser Bond лазерный клей: отзывы
Лазерный клей Laser Bond,Лазерный клей Laser Bond! Лучший подарок
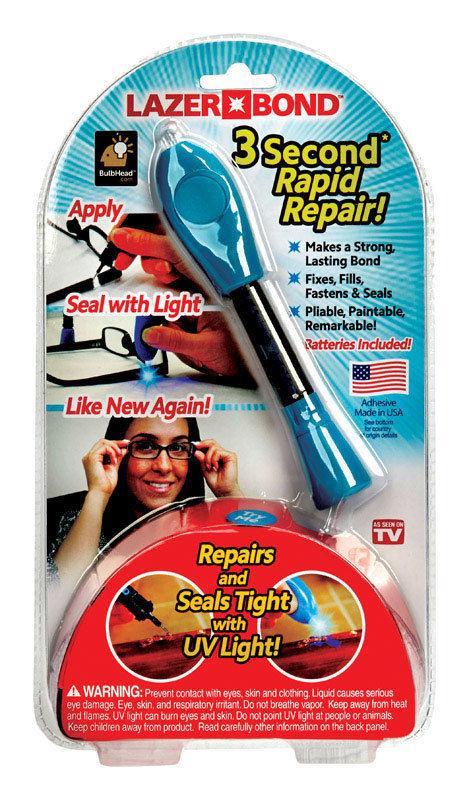
Что делать, если сломалась любимая чашка или очки, шнур прогрыз питомец? Не волнуйтесь, это совершенно не повод выбрасывать вещи. Предлагаем помощника – лазерный клей Lazer Bond.
Секрет эффективности кроется в уникальном составе. Клеящее вещество действует только если его засветить диодом с колпачка – это позволяет не только не испачкаться, но и подгонять склеиваемые детали сколь угодно долго.
Клей Laser Bond – это уникальный инструмент, чрезвычайно удобный в применении.
Особенности:
Быстрое застывание
Универсальность. Склеиваются почти все поверхности – пластик, дерево, стекло и так далее.
Точность работы. Пока вы не посветили на обрабатываемую вещь, можно неторопливо пристраивать отломавшийся кусочек до достижения оптимального результата.
Надежность. Починенный с помощью лазерого клея Laser Bond предмет не расклеится и не развалится под влиянием влаги, пыли или времени.
Автономия. Лампа работает от батарейки и не требует электропитания.
Экономичность. За один раз расходуется не больше 1-2 капель.
Технические характеристики
Вес: 60 грамм;
Размеры упаковки: 14 х 23 см.
Этот товар часто ищут как: Лазерный клей Laser Bond, жидкий пластик Лазер Бонд, Клей — жидкий пластик, жидкая смола, Жидкий пластик Lazer Bond, Супер-мощный Лазерный клей, фиксатор клей, Карандаш для фиксации, фиксатор, клеевый фиксатор, 5 Second Fix, фиксатор для ремонта 5 секонд фикс, клеевой пистолет электрический.
* Цвет или оттенок изделия на фотографии может отличаться от реального.
* Характеристики и комплектация товара могут изменятся производителем без уведомления.
* Магазин не несет ответственности за изменения внесенные производителем.
ч Лазерный клей Laser Bond Лазер Бонд из США, быстросохнущий, 150 грн. Инструменты для рукоделия — Kidstaff
Характеристики товара:
/\ Жми Добавить в подписку /\ звоните 0673604300 Хороший хозяин всегда имеет дома инструменты для мелкого ремонта и срочной починки. Не менее полезным будет и клей Laser Bond. Если вы еще не успели обзавестись столь необходимым средством, советуем исправить эту недоработку как можно скорее. Он поможет вам устранить множество мелких поломок и вернуть десятки вещей в рабочее состояние. Что представляет собой лазерный клей Laser Bond? Без хорошего клея в домашнем хозяйстве никак не обойтись. Преимущества: Положительные стороны клея Laser Bond обеспечивают ему лидирующее положение среди аналогичных продуктов. У него есть следующие плюсы: Быстрое застывание (5 секунд!). Универсальность . Склеиваются любые поверхности – пластик, металл, дерево, стекло и так далее. Точность работы. Пока вы не посветили на обрабатываемую вещь, можно неторопливо пристраивать отломавшийся кусочек до достижения оптимального результата. Надежность . Починенный с помощью лазерого клея Laser Bond предмет не расклеится и не развалится под влиянием влаги, пыли или времени. Автономия . Лампа работает от батарейки и не требует электропитания. Экономичность . За один раз расходуется не больше 1-2 капель. Итак, новая разработка действительно может оказаться полезной. В каждом доме что-нибудь ломается, так что подстрахуйтесь от будущих расходов на замену тех или иных вещей. Вкратце мы уже упомянули об использовании клея. Однако для точной оценки его потенциала необходима более полная информация. Давайте рассмотрим способ применения средства подробнее: Аккуратно нанесите клей на поверхность. Соедините части одного целого. Плотно прижмите их друг к другу. Включите источник ультрафиолетового света. Направьте луч на склеиваемый предмет. Получите готовую к использованию вещь! Вы не авторизованы на сайте Kidstaff, но можете связаться с автором объявления. | ТОП объявления |
 Привычные марки не всегда способны дать желаемый результат как по прочности, так и по практичности. А вот новинка стала для многих людей настоящим открытием. Она лишена недостатков, присущих обычным средствам, и наделена рядом достоинств, которые облегчают использование.
Привычные марки не всегда способны дать желаемый результат как по прочности, так и по практичности. А вот новинка стала для многих людей настоящим открытием. Она лишена недостатков, присущих обычным средствам, и наделена рядом достоинств, которые облегчают использование.

Горячий клей карандаш для фиксации 5 Second Fix (жидкий пластик):
Горячий клей Laser Bond позволяет, быстро и легко отремонтировать любую вещь, с помощью технологии жидкого пластика, он скрепляет любые поверхности в течении 5 секунд!
Жидкий фиксатор склеит любую поверхность: дерево,стекло,керамику, металл,пластик и многое другое.
В отличие от простого клея, горячий клей обеспечивает надежное соединение любых материалов.Использовать клей карандаш можно для устранения больших и маленьких поломок. Он пригодиться в домашнем обиходе,для мелкого ремонта, а также будет незаменим в автосервисе,для склеивания мелких металлических предметов,пластика и ремонта электропроводки.
Жидкий клей поможет Вам устранить множество мелких поломок и вернуть десятки вещей в рабочее состояние.
Как пользоваться жидким фиксатором?
Просто нанесите клей на подготовленную поверхность,соединяете части и сушите несколько секунд ультрафиолетовым лучом , находящимся с противоположной стороны ручки. Отремонтированной вещью можно пользоваться уже через 5 секунд.
Что представляет собой лазерный клей Laser Bond?
Главная особенность лазерного клея из США Laser Bond USA состоит в том, что его основой является жидкий пластик. Вы можете без спешки совместить поверхности, обработанные клеящей субстанцией, и подкорректировать их положение, не боясь, что клей тут же застынет. Пластик схватится только при обработке ультрафиолетовым светом, источник которого вмонтирован в ручку. После этого соединение уже нельзя будет нарушить.
Эта же технология используется стоматологами в зубных герметиках.
Преимущество:
Быстрое застывание (5 сек.)
Универсальность. Склеиваются любые поверхности – пластик, металл, дерево, стекло и так далее.
Точность работы. Пока вы не посветили на обрабатываемую вещь, можно неторопливо пристраивать отломавшийся кусочек до достижения оптимального результата.
Надежность. Починенный с помощью лазерого клея Laser Bond предмет не расклеится и не развалится под влиянием влаги, пыли или времени.
Экономичность. За один раз расходуется не больше 1-2 капель.
Как использовать лазерный клей Laser Bond?
Аккуратно нанесите клей на поверхность.
Соедините части одного целого, и плотно прижмите их друг к другу.
Включите источник ультрафиолетового света, и направьте луч на склеиваемый предмет.
Получите готовую к использованию вещь!
Жидкий пластик Laser Bond не токсичный и очень прочный.
Технические характеристики:
Вес: 60 гр.
Размеры упаковки: 14 * 23 см.
Перед использованием обязательно прочитать инструкцию и придерживаться мер безопасности!
Для просмотра всего ассортимента нажмите: Купить клей
Также рекомендуем купить:
Горячий клей карандаш для фиксации 5 Second Fix — 199 грн.
Карандаш пятновыводитель Lil Bully (набор 3 шт.) — 75 грн.
Жидкая смола Lazer Бонд оптом
Настоящая Политика конфиденциальности персональных данных (далее – Политика конфиденциальности) действует в отношении всей информации, которую ООО «МегаОпт24» может получить о клиенте или партнере во время использования сайта — www. megaopt24.ru.
megaopt24.ru.
1. ОСНОВНЫЕ ПОНЯТИЯ
В настоящей Политике конфиденциальности используются следующие термины и понятия:
- «АДМИНИСТРАЦИЯ ООО «МегаОпт24» (далее – Администрация сайта)» – уполномоченные сотрудники на управления технологической платформы, действующие от имени www.megaopt24.ru, которые организуют и (или) осуществляет обработку персональных данных, а также определяет цели обработки персональных данных, состав персональных данных, подлежащих обработке, действия (операции), совершаемые с персональными данными. «ПЕРСОНАЛЬНЫЕ ДАННЫЕ» -любая информация, относящаяся к определенному или определяемому на основании такой информации физическому/юридическому лицу, необходимая Обществу в связи с исполнением им договорных обязательств перед Пользователем/Клиентом. Кроме того к персональным данным относятся данные, которые автоматически передаются Сервисам в процессе их использования с помощью установленного на устройстве Пользователя программного обеспечения, в том числе IP-адрес, информация из cookie, информация о браузере пользователя (или иной программе, с помощью которой осуществляется доступ к Сервисам), время доступа, адрес запрашиваемой страницы.
- «ОБРАБОТКА ПЕРСОНАЛЬНЫХ ДАННЫХ» — сбор, систематизация, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача), обезличивание, блокирование, уничтожение персональных данных Клиентов.
- «КОНФИДЕНЦИАЛЬНОСТЬ ПЕРСОНАЛЬНЫХ ДАННЫХ» — обязательное для соблюдения работниками Общества, получившими доступ к персональным данным, требование не допускать распространение персональных данных без согласия Клиента или иного законного основания.

Использование информации частного характера. Информация личного характера, полученная через наш сайт, используется нами, среди прочего, для целей регистрирования пользователей, для поддержки работы и совершенствования нашего сайта, отслеживания политики и статистики пользования сайтом, а также в целях, разрешенных вами.
2. ОБЩИЕ ПОЛОЖЕНИЯ
- 2.1. Использование Пользователем/Клиентом сайта ООО «МегаОпт24» означает согласие с настоящей Политикой конфиденциальности и условиями обработки персональных данных Пользователя/Клиента.
- 2.2. В случае несогласия с условиями Политики конфиденциальности Пользователь/Клиент должен прекратить использование сайта ООО «МегаОпт24».
- 2.3. Администрация сайта ООО «МегаОпт24» проверяет достоверность персональных данных, предоставляемых Пользователем сайта.
- 2.4. Пользователь/Клиент при пользовании Сайтом www.megaopt24.ru, подтверждает, что:
- обладает всеми необходимыми правами, позволяющими ему осуществлять регистрацию (создание учетной записи) и использовать услуги сайта www.megaopt24.ru;
- указывает достоверную информацию о себе в объемах, необходимых для пользования услугами Сайта www.megaopt24.ru, обязательные для заполнения поля для дальнейшего предоставления услуг сайта помечены специальным образом, вся иная информация предоставляется Пользователем/Клиентом по его собственному усмотрению.
- осознает, что информация на Сайте, размещаемая Пользователем/Клиентом о себе, может становиться доступной для третьих лиц не оговоренных в настоящей Политике и может быть скопирована и распространена ими;
- ознакомлен с настоящей Политикой, выражает свое согласие с ней и принимает на себя указанные в ней права и обязанности. Ознакомление с условиями настоящей Политики и проставление галочки под ссылкой на данную Политику является письменным согласием Пользователя/Клиента на сбор, хранение, обработку и передачу третьим лицам персональных данных предоставляемых Пользователем/Клиентом.
 Ознакомление с условиями настоящей Политики и проставление галочки под ссылкой на данную Политику является письменным согласием Пользователя/Клиента на сбор, хранение, обработку и передачу третьим лицам персональных данных предоставляемых Пользователем/Клиентом.
Ознакомление с условиями настоящей Политики и проставление галочки под ссылкой на данную Политику является письменным согласием Пользователя/Клиента на сбор, хранение, обработку и передачу третьим лицам персональных данных предоставляемых Пользователем/Клиентом.3. ПРЕДМЕТ ПОЛИТИКИ КОНФИДЕНЦИАЛЬНОСТИ
- 3.1. Настоящая Политика конфиденциальности устанавливает обязательства Администрации сайта по неразглашению и обеспечению режима защиты конфиденциальности персональных данных, которые Пользователь предоставляет по запросу Администрации сайта при заполнении формы обратной связи на сайте www.megaopt24.ru.
- 3.2. Персональные данные, разрешённые к обработке в рамках настоящей Политики конфиденциальности, предоставляются Пользователем/Клиентом путём заполнения регистрационной формы на Сайте www.megaopt24.ru.
- 3.3. Администрация осуществляет сбор статистики об IP-адресах своих пользователей. Данная информация используется с целью выявления и решения технических проблем, для контроля законности проводимых рекламных компаний и финансовых платежей.

4. ЦЕЛИ СБОРА ПЕРСОНАЛЬНОЙ ИНФОРМАЦИИ ПОЛЬЗОВАТЕЛЯ
- 4.1. Персональные данные Пользователя/Клиента Администрация сайта www.megaopt24.ru может использовать в целях:
- Создания учетной записи и дальнейшей аутентификации и предоставления Пользователю/Клиенту доступа к личному кабинету.
- Установления с Пользователем/Клиентом обратной связи, включая направление уведомлений, запросов, рассылок, смс рассылок, касающихся использования Сайта и предложений ИП «Зигура Иван Петрович».
- Определения места нахождения Пользователя/Клиента для обеспечения безопасности, предотвращения мошенничества. · Подтверждения достоверности и полноты персональных данных, предоставленных Пользователем/Клиентом. · Предоставления Пользователю/Клиенту эффективной клиентской и технической поддержки при возникновении проблем связанных с использованием Сайта. · Предоставления Пользователю/Клиенту с его согласия, обновлений сайта/системы, специальных предложений, новостной рассылки и иных сведений от имени Сайта.
5. СПОСОБЫ И СРОКИ ОБРАБОТКИ ПЕРСОНАЛЬНОЙ
- 5.1. Обработка персональных данных Пользователя/Клиента осуществляется без ограничения срока, любым законным способом, в том числе в информационных системах персональных данных с использованием средств автоматизации или без использования таких средств.
- 5.2. При утрате или разглашении персональных данных Администрация сайта информирует Пользователя/Клиента об утрате или разглашении персональных данных.
- 5.3. Администрация сайта принимает необходимые организационные и технические меры для защиты персональной информации Пользователя/Клиента от неправомерного или случайного доступа, уничтожения, изменения, блокирования, копирования, распространения, а также от иных неправомерных действий третьих лиц.
- 5.4. Администрация сайта совместно с Пользователем/Клиентом принимает все необходимые меры по предотвращению убытков или иных отрицательных последствий, вызванных утратой или разглашением персональных данных Пользователя/Клиента.
- 5.5. В случае не согласия Пользователя/Клиента в получении информации от ИП «Зигура Иван Петрович» и/или Аффилированных лиц Пользователь/Клиент может отписаться от рассылки:
- кликнув по ссылке Отписаться внизу письма;
- в личном кабинете на Сайте, путем снятия ранее выбранных опций;
- путем направления уведомления на электронную почту info@megaopt24.ru или при телефонном обращении в контакт-центр www.megaopt24.ru.
- При поступлении уведомлений на электронную почту info@megaopt24.ru или при телефонном обращении в контакт- центр в специальном программном обеспечении для учета действий по соответствующему Пользователю/Клиенту, создается обращение по итогам полученной от Пользователя/Клиента информации. Обращение обрабатывается максимум в течение 24 часов. В результате информация о Пользователе/Клиенте не включается в сегмент рассылок.

6. ОБЯЗАТЕЛЬСТВА СТОРОН
- 6.1. Пользователь/Клиент обязан:
- 6. 1.1. Предоставить актуальную информацию о персональных данных, необходимую для пользования Сайтом www.megaopt24.ru
- 6.1.2. Обновить, дополнить предоставленную ИП «Зигура Иван Петрович» информацию о персональных данных в случае изменения данной информации.
- 6.
- 6.2. Администрация сайта обязана:
- 6.2.1. Использовать полученную информацию исключительно для целей, указанных в п. 4 настоящей Политики конфиденциальности.
- 6.2.2. Обеспечить хранение конфиденциальной информации в тайне, не разглашать без предварительного письменного разрешения Пользователя/Клиента, а также не осуществлять продажу, обмен, опубликование, либо разглашение иными возможными способами переданных персональных данных Пользователя/Клиента, за исключением требований в соответствии с законодательством Российской Федерации.
- 6.2.3. Принимать меры предосторожности для защиты конфиденциальности персональных данных Пользователя/Клиента согласно порядку, обычно используемого для защиты такого рода информации в существующем деловом обороте.
 1.1. Предоставить актуальную информацию о персональных данных, необходимую для пользования Сайтом www.megaopt24.ru
1.1. Предоставить актуальную информацию о персональных данных, необходимую для пользования Сайтом www.megaopt24.ru
Пользователь/Клиент может в любой момент изменить (обновить, дополнить) предоставленную им персональную информацию или её часть, а также параметры её конфиденциальности, воспользовавшись функцией редактирования персональных данных в разделе, либо в персональном разделе соответствующего Сервиса. Пользователь/Клиент обязан заботится о своевременности внесения изменений в ранее предоставленную информацию, ее актуализации, в противном случае ООО «МегаОпт24» не несет ответственности за неполучение уведомлений, товаров/услуг и т.п.
7. ОТВЕТСТВЕННОСТЬ СТОРОН
- 7.1. Администрация сайта, не исполнившая свои обязательства, несёт ответственность в соответствии с законодательством Российской Федерации, за исключением случаев, предусмотренных п.п. 5.2., 5.3. и 7.2. настоящей Политики Конфиденциальности.
- 7.2. В случае утраты или разглашения Конфиденциальной информации Администрация сайта не несёт ответственность, если данная конфиденциальная информация:
- 7. 2.1. Стала публичным достоянием до её утраты или разглашения.
- 7.2.2. Была получена от третьей стороны до момента её получения Администрацией сайта.
- 7.2.3. Была разглашена с согласия Пользователя/Клиента или самим Пользователем/Клиентом.
- 7.
 2.1. Стала публичным достоянием до её утраты или разглашения.
2.1. Стала публичным достоянием до её утраты или разглашения.8. РАЗРЕШЕНИЕ СПОРОВ
- 8.1. До обращения в суд с иском по спорам, возникающим из отношений между Пользователем/Клиентом сайта и Администрацией сайта, обязательным является предъявление претензии (письменного предложения о добровольном урегулировании спора).
- 8.2. Получатель претензии в течение 30 календарных дней со дня получения претензии, письменно уведомляет заявителя претензии о результатах рассмотрения претензии.
- 8.3. К настоящей Политике конфиденциальности и отношениям между Пользователем/Клиентом и Администрацией сайта применяется действующее законодательство Российской Федерации.
9. ДОПОЛНИТЕЛЬНЫЕ УСЛОВИЯ
- 9. 1. Администрация сайта вправе вносить изменения в настоящую Политику конфиденциальности без согласия Пользователя/Клиента.
- 9.2. Новая Политика конфиденциальности вступает в силу с момента ее размещения на Сайте, если иное не предусмотрено новой редакцией Политики конфиденциальности.
- 9.3. Все предложения или вопросы по настоящей Политике конфиденциальности следует сообщать Администрации Сайта по телефону 8-800-200-45-80 или на электронный адрес: info@megaopt24.ru.
- 9.4. Действующая Политика конфиденциальности размещена на странице по адресу
 1. Администрация сайта вправе вносить изменения в настоящую Политику конфиденциальности без согласия Пользователя/Клиента.
1. Администрация сайта вправе вносить изменения в настоящую Политику конфиденциальности без согласия Пользователя/Клиента.Популярный инструмент для ремонта жидкого пластика с лазером быстрый
Отзывы покупателей
*о других товарахMH7 беспроводные наушники Bluetooth гарнитура С…
| Цена | |
|---|---|
| Стоимость | |
| Качество |
Если честно, ожидал большего. Покупал на Ali.
Достоинства: добротно сделано, материал на вид и на ощупь хорошего качества. Ничего не люфтит, не скрипит, не шатается. Выглядят красиво (с gold-всавка… (Опубликован: 04.12.2020)
Покупал на Ali.
Достоинства: добротно сделано, материал на вид и на ощупь хорошего качества. Ничего не люфтит, не скрипит, не шатается. Выглядят красиво (с gold-всавка… (Опубликован: 04.12.2020)
1 шт. женское нижнее белье сексуальное боди Бол…
| Цена | |
|---|---|
| Стоимость | |
| Качество |
Давно хотела себе купить нижнее белье, которое бы скрывало мои лишние места. В магазинах подобное стоит так дорого, а вот на Aliexpress всегда можно найти то, что надо, по нормальной цене. Именно з… (Опубликован: 04.12.2020)
Longet Фитнес смотреть 0 96 «Цвет Экран трекер …
| Цена | |
|---|---|
| Стоимость | |
| Качество |
Не особо популярны почему-то браслеты Longet — по крайней мере, оффлайн я их не видел, только на Aliexpress. Хотя функционал у них точно такой же, как и, например, у распиаренных Xiaomi, — пульсоме… (Опубликован: 04.12.2020)
Хотя функционал у них точно такой же, как и, например, у распиаренных Xiaomi, — пульсоме… (Опубликован: 04.12.2020)
Кэшбэк на Aliexpress Сash5brands
| Цена | |
|---|---|
| Стоимость | |
| Качество |
Удивительно, но еще год назад я и не знала о том, что такое кэшбэк. А сегодня активно пользуюсь этим сервисом, заказывая товары на AliExpress. Мало того, что есть возможность покупать товары по цен… (Опубликован: 04.12.2020)
Новые SKMEI часы на солнечной батарее мужские с…
| Цена | |
|---|---|
| Стоимость | |
| Качество |
Купил уже несколько часов фирмы Skmei на Aliexpress и от всех остались приятные впечатления. Точность хода у всех купленных часов — на высоте (буквально несколько секунд в месяц). Подсветка — огонь… (Опубликован: 04.12.2020)
Точность хода у всех купленных часов — на высоте (буквально несколько секунд в месяц). Подсветка — огонь… (Опубликован: 04.12.2020)
Жидкая смола Lazer Bond, супер-клей за 430 руб в спб на Авито аналоге
- Услуги
- Услуги
- Помощь
- Помощь
- Услуги
- Главная
- Услуги
- Помощь
лазерный бонд 100 отзывов — Купить онлайн и получить лазерный бонд 100 на AliExpress
Grandes promociones en laser bond 100: las mejores ofertas y descuentos en Internet con valoraciones positivas de los clientes.

¡Buenas noticias! Estás en el lugar idóneo para encontrar laser bond 100.A estas alturas ya sabrás que cualquier producto que busques, lo encontrarás en AliExpress. Tenemos, literalmente, miles de productos de todas lasategorías. Tanto si buscas las mejores marcas como si prefieres comprar en grandes cantidades al mejor Precio, AliExpress es tu aliado. Aquí encontrarás oficiales de las mejores marcas junto con pequeños vendedores independientes. Todos ellos ofrecen plazos de entrega rápidos y fiables, y formas de pago seguras y cómodas, sin importar lo que gastes.
Todos los días verás ofertas nuevas, descuentos en tiendas y tenrás la oportunidad de ahorrar todavía más con nuestros cupones. Pero te aconsejamos que pases rápido a la acción porque este laser bond 100 se va a convertir en uno de nuestros artículos más codiciados en un tiempo récord. Imagínate la cara de envidia de tus amigos cuando les cuentes que имеет consguido hacerte con un laser bond 100 на AliExpress.Puedes ahorrarte mucho dinero, ya que compras al mejor Precio en Internet, con unos gastos de envío mínimos y opciones de recogida local.
Imagínate la cara de envidia de tus amigos cuando les cuentes que имеет consguido hacerte con un laser bond 100 на AliExpress.Puedes ahorrarte mucho dinero, ya que compras al mejor Precio en Internet, con unos gastos de envío mínimos y opciones de recogida local.
Si todavía no te convnce laser bond 100 y estás pensando en buscar un producto parecido, AliExpress es un buen lugar para compare Precios y Vendedores. Te ayudaremos a decidir si vale la pena pagar más por una versión de alta calidad o si el artículo más económico ofrece las mismas prestaciones.Y si quieres darte un capricho y optar por la versión más cara, AliExpress siempre se asegurará de que encuentres el mejor Precio; incluso te avisará si es mejor esperar a que empiece una promoción y te dirá lo que te ahorras.
Nos enorgullecemos de ofrecer toda la información para tomar la mejor decisión antes de comprar en los cientos de tiendas y vendedores de nuestra plataforma. Todos ellos reciben valoraciones de clientes reales en cuanto a servicio al cliente, Precio y calidad. Además, si lees los comentarios y lasviewes, verás las valoraciones de una tienda o un vendedor en concreto, y podrás compare Precios, gastos de envío y descuentos para el mismo producto. Cada compra recibe una calificación mediante estrellas y, a veces, los clientes dejan comentarios sobre su experiencecia para que tengas una referencia a la hora de hacer tu elección. Resumiendo: no confíes solo en nuestra palabra; escucha a nuestros millones de clientes satisfechos.
Todos ellos reciben valoraciones de clientes reales en cuanto a servicio al cliente, Precio y calidad. Además, si lees los comentarios y lasviewes, verás las valoraciones de una tienda o un vendedor en concreto, y podrás compare Precios, gastos de envío y descuentos para el mismo producto. Cada compra recibe una calificación mediante estrellas y, a veces, los clientes dejan comentarios sobre su experiencecia para que tengas una referencia a la hora de hacer tu elección. Resumiendo: no confíes solo en nuestra palabra; escucha a nuestros millones de clientes satisfechos.
Si eres nuevo en AliExpress, te contaremos un secret. Antes de hacer clic en «Comprar ahora», comprueba si tienes cupones y podrás ahorrar aún más. Puedes hacerte con cupones de la tienda, AliExpress или consguirlos jugando en nuestra aplicación. Como la mayoría de los vendedores ofrecen envío gratuito, puedes estar seguro de que consguirás este laser bond 100 и uno de los mejores Precios de Internet.
Nos diferenciamos por tener lo último en tecnología, las tendencias más in y las marcas de moda. На AliExpress, una gran calidad, un buen Precio y un servicio excelente vienen de serie. Disfruta de una experiencecia de compra inmejorable, aquí y ahora.
Конструкция для склеивания
Рис. 1: Пластина, склеенная клеем, создает соединение, которое защищает конец кронштейна от отслаивающих нагрузок.
Изготовление включает в себя множество этапов, в идеале выполняемых с целью экономии затрат и повышения эффективности производства. От дизайна продукта и выбора материалов до технологии изготовления — на каждом этапе необходимо выбрать наиболее эффективные компоненты и расходные материалы, чтобы гарантировать успешный результат. Одна область, где производитель может сэкономить время и деньги, а также повысить надежность продукта и
эстетика — это процесс соединения.
Одна область, где производитель может сэкономить время и деньги, а также повысить надежность продукта и
эстетика — это процесс соединения.
можно использовать для склеивания стыков в большинстве сварных конструкций, включая кузова прицепов и грузовиков, знаки, электрические шкафы, а также двери и окна для архитектурных сооружений.Хотя иногда более экономически выгодно использовать клеи в качестве альтернативы сварке, производитель все же должен учесть много важных моментов, прежде чем производить замену. Дизайн детали модификации и изменения производственной процедуры могут быть необходимы для обеспечения адгезионного соединения и отверждения.
Аспекты процесса
Клеевое соединение — относительно новый инструмент для многих производителей металла. Это связано с тем, что старые конструкционные клеи, такие как эпоксидные смолы и некоторые уретаны, не идеальны для приклеивания голого металла к голому металлу.Однако новые акриловые клеи изменили ситуацию, потому что они могут оседать на микроскопических пиках и впадинах на поверхности чистого металла. Прочность сустава зависит от сустава
конструкции, но прочность склеивания может достигать 4000 фунтов на квадратный дюйм.
Прочность сустава зависит от сустава
конструкции, но прочность склеивания может достигать 4000 фунтов на квадратный дюйм.
Для производителей это сделало клеевое соединение жизнеспособным вариантом для целого ряда приложений. Стыки, склеенные клеями, практически не требуют дополнительной очистки, а клей создает герметичное уплотнение. В отличие от ручной сварки, нанесение клея не требует высококвалифицированного труда.
Тем не менее, как и в любом другом прецизионном производственном процессе, рабочие, применяющие клеевые соединения, должны соблюдать предписанные процедуры. Перед нанесением клея склеиваемые поверхности необходимо подготовить и очистить. Для правильного приклеивания клея на поверхности не должно быть загрязнений. Операторы загружают картриджи с клеем и наносят клей. На одну заготовку бусинку кладут, поместите сопрягаемую заготовку сверху и сожмите материалы. Чем более однородна форма выдавливаемого валика по длине соединения, тем лучше сцепление.
Хотя риск травмирования при использовании клея очень низок, производителям все же необходимо принимать меры предосторожности. Рабочие должны носить защитную одежду, перчатки и защитные очки. Как и во всем остальном, они всегда должны ссылаться на паспорта безопасности материалов.
Рабочие должны носить защитную одежду, перчатки и защитные очки. Как и во всем остальном, они всегда должны ссылаться на паспорта безопасности материалов.
Геометрия сустава и отверждение
Клеевой шов требует достаточного поверхностного контакта между сопрягаемыми деталями, чтобы обеспечить эффект выдавливания — крошечный валик, который выдавливается между зажатыми сопрягаемыми поверхностями.
Оптимальная конструкция стыка для склеивания — это конфигурация внахлест достаточной ширины. В большинстве случаев от 0,75 дюйма до 1 дюйма. Перекрытие обеспечивает достаточно места для нанесения клея и его сжатия зажимами. Иногда конструкции швов можно изменить или добавить соединительную полосу (подкладку). Клеевые соединения также имеют ограничения в областях, подверженных отслаивающей нагрузке, но опять же, незначительная конструкция соединения. изменения иногда могут решить проблему (см. рисунки 1, и 2, ).
Склеивание может быть в целом более быстрым процессом, чем сварка, поскольку исключает этап чистовой обработки. Обычно сварные швы необходимо отшлифовать и отполировать, чтобы сгладить свариваемые поверхности. Наполнители и очистители также используются для подготовки поверхностей к дальнейшей обработке или покраске. Завершающий этап может занять несколько часов.
Все время на шлифовку, полировку, а также затраты на шлифовальные расходные материалы уходит на склеивание. Очистка выполняется перед отверждением, сразу после соединения двух поверхностей, пока клей еще влажный.Как только соединенные детали затвердеют, рабочий протирает поверхность, и она готова к покраске.
Рис. 2: При склеивании решающее значение имеет конструкция стыка. Однако стыки, не подходящие для приклеивания (показаны справа), иногда могут быть изменены в процессе.
Тем не менее, заготовка не может двигаться, пока не затвердеет. Время отверждения зависит от приложения, но обычно измеряется в минутах, а не часах. Фактически, самая большая корректировка для производителей часто связана не с самим процессом склеивания, а с корректировкой всего их производства, чтобы дать время для фиксации и отверждения.
Обычно сварка выполняется мгновенно; Как только сварщик уложит валик сварного шва, процесс соединения завершен, и он переходит к шлифовке и полировке. При переходе на клеи производителю необходимо настроить переход деталей от процесса склеивания к следующему этапу производственной линии. Поскольку клеи исключают шлифовку и полировку, общее время изготовления становится короче. Но стыки, склеенные клеями, должны быть зажаты вместе в течение определенного времени, пока не будет достигнуто полное отверждение.Склеенные детали можно переместить после закрепления, но им должно быть выделено время, необходимое для развития удерживающей силы, прежде чем крепежные приспособления или зажимы будут удалены.
Преимущества склеивания
Клеи особенно хороши для склеивания тонких металлов. Сварка может привести к деформации и обесцвечиванию тонких металлов, а также к окислению, что потребует дополнительных отделочных работ. Клеи не изменят свойств тонких металлов и могут устранить точки концентрации напряжений. Они также не разрушают гальваническое покрытие и обеспечивают возможность склеивания и герметизации за один прием.
Они также не разрушают гальваническое покрытие и обеспечивают возможность склеивания и герметизации за один прием.
Адгезионное соединение также подходит для применений, где сварка может быть проблематичной или невозможной, например, с некоторыми материалами, разнородными материалами (см. Рисунок 3 ), трудносвариваемыми участками или где высокая температура является проблемой. Одним из примеров является сварка тонколистового алюминия на крыше трейлера. Тонкий алюминиевый лист может быть чрезвычайно чувствителен к избыточному тепловыделению от сварка. В этой ситуации приспособления могут быть модифицированы для обеспечения клеевого соединения, которое, поскольку является нетепловым процессом, устраняет проблему подводимого тепла.
Другой фактор — совместный доступ. Применения с труднодоступными соединениями (см. Рисунок 4), например, в глубоких выемках, также могут подходить для клеев. Сварочный пистолет можно использовать в очень маленьких пространствах.
Обзор общего времени производства
При рассмотрении клеев изготовители должны проанализировать свои процессы и в первую очередь рассмотреть любое соединение, в котором клеевое соединение будет незаменимой заменой с небольшими изменениями конструкции или даже без них.Для изменения могут потребоваться только процедурные и частичные изменения. Затем они должны рассмотреть продукты, которые еще не имеют идеальной геометрии шва, подходящей для склеивания, и выяснить, стоит ли затраченных усилий на изменение геометрии сустава.
Примером такого применения являются алюминиевые профили, используемые для изготовления рам для вывесок. Подобно рамке изображения, рамка знака имеет скошенные углы под углом 45 градусов. Сварить эти углы непросто; суставы подвержены обесцвечиванию и деформации.Но эти углы по сути представляют собой стыковые соединения без перекрытия материалов, что не идеально для использования клея. Этот дизайн можно изменить, добавив
угловая шпонка или угол, увеличивающий площадь контакта сопрягаемых компонентов.
Это приложение не является простой заменой для сварки; это требует некоторой инженерии. Но усилия могут окупиться, потому что склеивание не только делает процесс соединения более эффективным, но и снижает производственные параметры. Рабочим больше не нужно беспокоиться о тепловыделении при сварке.Результат: эффективность и качество улучшились.
Решение о переходе на склеивание швов с помощью клея не может быть принято в одночасье и требует целостного взгляда. Дело не в скорости сварки по сравнению с клеем. Во многих случаях ручной сварщик может уложить валик так же быстро, если не быстрее, чем человек, уложивший полоску клея — и это клеевое соединение необходимо зажать на месте и дать время для отверждения. Но клеевой шов не требует отделки и полировки, поэтому зачастую работа сразу же переходит к покраске или сборке.
Клеевое соединение может потребовать нового типа конструкции швов, а новый процесс может изменить производственные процедуры и рабочие схемы. Но если процесс помогает сделать соединение более последовательным и сокращает общее время производства, адаптация процесса может стоить усилий.
Но если процесс помогает сделать соединение более последовательным и сокращает общее время производства, адаптация процесса может стоить усилий.
Алмазный адгезивный клей | Permabond
Алмазный адгезивный клей | PermabondАлмазные адгезивы
- Дом
- Алмазные адгезивы
Алмазный клей
Алмазные адгезивы должны быть прочными.Поскольку алмаз является самым твердым из известных природных материалов на Земле, он часто используется для изготовления режущих инструментов в различных отраслях промышленности, где требуется высокая прочность, устойчивость к вибрации, химическая стойкость и термостойкость.
Рекомендуемый продукт: Permabond ES550 Diamond Bonder
- Превосходная адгезионная прочность
- Отличная устойчивость к вибрации
- Простота использования — смешивание не требуется
- Высокая прочность на сдвиг и отрыв
- Хорошая ударная вязкость
- Устойчивость к высоким температурам
- Хорошая химическая стойкость
Загрузите техническое описание ES550 для получения полной технической информации.
PERMABOND® ES550 — это однокомпонентный алмазный адгезивный клей. Это эпоксидная паста, устойчивая к оседанию (не течет) во время отверждения. Клей усилен для обеспечения максимальной ударопрочности, а также отличной прочности на отслаивание и сдвиг. ES550 идеально подходит для склеивания широкого спектра материалов, включая металлы, ферриты, керамику, композиты и алмаз.
Руководство по эксплуатации
1) Клей должен выходить из картриджа через прилагаемое сопло (его можно разрезать, чтобы получить валик подходящего размера, чтобы покрыть
облигационной площади).
2) Нанесите клей на одну поверхность, избегая попадания воздуха.
3) Соберите детали, приложив достаточное усилие, чтобы клей растекся по всей площади склеивания.
4) Используйте зажимное приспособление для предотвращения перемещения деталей во время отверждения.
5) Рекомендуется не трогать шов до полного отверждения клея.
6) Лечение нагреванием
130 ° C (266 ° F): 75 минут
150 ° C (300 ° F): 60 минут
170 ° C (338 ° F): 40 минут
Permabond поддерживаются командой специалистов по продажам, обслуживанию клиентов и технических специалистов. Эта команда поможет вам выбрать подходящий клей для металла для вашего приложения или разработает продукт, отвечающий вашим требованиям.
Эта команда поможет вам выбрать подходящий клей для металла для вашего приложения или разработает продукт, отвечающий вашим требованиям.
Свяжитесь с Permabond, чтобы рассмотреть вопрос о применении алмазной адгезии!
Свяжитесь с нами для получения дополнительной информации
© 2016 ООО «Пермабонд».- Permabond является сертифицированной компанией ISO QMS — Щелкните здесь, чтобы получить pdf-копию нашего сертификата ISO QMS. Цифровые решения, предоставленные Rebel Interactive Group
.Почему адгезивное соединение
Клеи связываются в результате следующих трех явлений:
Фазовые изменения (как физический, так и химический процесс): Все вещества могут существовать в нескольких различных состояниях, например в виде газа, жидкости или твердого вещества. Преобразование одного состояния в другое называется фазовым переходом.Фазовое изменение может происходить в результате физического или химического процесса.
Примером физического процесса является преобразование воды из твердого состояния (лед) в жидкость в газ (пар). Обратите внимание, что физическое фазовое изменение НЕ включает преобразование материала (вода остается двумя атомами водорода, связанными с одним атомом кислорода, независимо от физического состояния, в котором она находится). Потребность в энергии для физических фазовых переходов относительно невысока.
Все клеи должны претерпевать фазовый переход — от жидкости (во время соединения) до твердого состояния (после отверждения, когда соединение достигает окончательной прочности)
Примером химического процесса является горение топлива, как показано ниже.Здесь происходит конверсия материала (образуются новые химические вещества). Поскольку химические связи относительно сильны, для их разрушения и создания новых продуктов требуется более высокая энергия по сравнению с физическим фазовым переходом.
- Межмолекулярные взаимодействия: Химические связи — соединяющие атомы или молекулы; электроны «разделяются» в связи, которая может быть полярной или неполярной.
Физические взаимодействия — Взаимодействия происходят из-за сил притяжения или отталкивания между зарядами или дипольными моментами; одинаковые заряды отталкивают друг друга; разные обвинения притягиваются друг к другу.
Микромеханическая адгезия — как на молекулярном, так и на макроскопическом уровнях, микромеханическая адгезия может иметь место, но только в том случае, если существует благоприятная «пространственная конфигурация» между молекулами и это случайное обстоятельство (специально не контролируемое).
- Смачивание
Обязательным условием образования адгезионного пограничного слоя является хорошее смачивание поверхности подложки жидким клеем. Степень смачивания, которая, среди прочего, определяется поверхностным натяжением клея и основы, следовательно, является критерием качества адгезии. Однако сближение атомов является лишь предпосылкой для образования сил сцепления. Определяющим фактором фактической адгезии является доступность и количество физически или химически активных структур на поверхности подложки и в клее.
Смачивание поверхности основы жидким клеем необходимо для адгезии, но одного этого недостаточно. Само по себе хорошее смачивание не обязательно гарантирует желаемую хорошую долговременную адгезию клея к поверхности.
Рассмотрим, например, высококачественную сталь: хотя она имеет высокое поверхностное натяжение, она легко смачивается. Однако из-за его пассивного характера (плохие адгезионные свойства) адгезия клея к поверхности относительно слабая.
Если поверхность подложки несовместима с клеем — например, из-за того, что жидкий клей недостаточно смачивает поверхность или из-за слишком слабой адгезионной связи, то поверхность можно покрыть подходящим усилителем адгезии. Эти промоторы адгезии действуют через различные бифункциональные химические группы. Некоторые группы адаптированы к химическому составу поверхности подложки, а другие — к клею. Наиболее распространенные промоторы адгезии химически связываются с обеими подложками.Методы обработки поверхности предоставляют другие возможности для улучшения смачивания поверхности основы.
Адгезия вносит важный вклад в прочность клеевого соединения. Пользователи могут существенно повлиять на адгезию:


Типы межмолекулярных взаимодействий приведены ниже. Различные типы межмолекулярных взаимодействий происходят только на очень малых расстояниях, порядка типичных длин атомных связей.(Диапазон несвязывающих взаимодействий составляет от 0,3 до 0,5 нм). Следовательно, для того, чтобы происходило взаимодействие, два материала должны иметь возможность вступать в тесный контакт друг с другом (то есть они должны иметь возможность сближаться с точностью до нанометра). Примечание. Один нанометр равен одной миллионной миллиметра.
Примечание. Один нанометр равен одной миллионной миллиметра.
| Тип взаимодействия | Энергия (кДж / моль) | Основа притяжения | ||||||||||||
| Ионный | 400-4000 | Катион — Анион | ||||||||||||
| Ковалентный | 150-1100 | Ядра — Общая электронная пара | ||||||||||||
| Металлический | 75-1000 | Катионы с делокализацией Несвязывание | ||||||||||||
| Ион-диполь | 40-600 | Ионный заряд — дипольный заряд | ||||||||||||
| Водородная связь | 10-40 | Полярная связь Диполь | Полярная связь | |||||||||||
| Диполь — Диполь | 5-25 | Диполь Char ges | ||||||||||||
| Ионно-индуцированный диполь | 3-15 | Ионный заряд — поляризуемые электроны | ||||||||||||
| Диполь-индуцированный диполь | 2-10 | Дипольный заряд — 9018 9018 9018 Поляризуемые электроны 9018 . 1-40 1-40 | Взаимодействие между поляризуемыми электронами |

Обеспечение чистоты поверхностей подложек и, при необходимости, предварительная обработка поверхностей,
Выбор клея и, при необходимости, промотора / грунтовки, подходящего для химия поверхности подложки.
Однако нельзя сделать немедленный вывод о связи адгезии (на микроскопическом уровне) с макроскопической прочностью соединения (и наоборот). Макроскопические когезионные свойства клея (например, прочность сцепления, эластичность) в значительной степени определяются выбором основного клея и рецептуры клея, и пользователи могут на них мало влиять.
Подробнее:
Подготовка металлов склеиванием — Чистые лазерные системы
Подготовка металлов склеиванием — Чистые лазерные системыПредварительная обработка металлов склеиванием
Клеевое соединение на сегодняшний день является одной из самых требовательных технологий соединения в отрасли.В дополнение к квалифицированному выбору подходящих клеев, очистка и предварительная обработка также должны быть тщательно определены, чтобы обеспечить воспроизводимую и надежную адгезию в течение длительного времени.
Путем удаления оксидных слоев поверхности очищаются способом, пригодным для склеивания. Кроме того, параметры, используемые особенно в процессе cleanLASER для обработки легких металлов (особенно алюминия и магния) за один этап процесса, приводят не только к очистке, но и к модификации поверхности компонентов. Это позволяет достичь чрезвычайно высокой коррозионной стойкости и, следовательно, длительной предварительной адгезионной обработки.
Это позволяет достичь чрезвычайно высокой коррозионной стойкости и, следовательно, длительной предварительной адгезионной обработки.
Шероховатость поверхности может быть специально отрегулирована для клеев с высокой и низкой вязкостью.
Адгезивная предварительная обработка блоков управления
Надежное и устойчивое к коррозии уплотнение. Предварительно обработайте бортовые зарядные устройства и блоки управления для уплотнений FIPG и CIPG с помощью cleanLASER.
Лазерный луч очищает и модифицирует уплотнительные поверхности, так что даже после 40 дней хранения в солевом тумане не происходит проникновения коррозии и, следовательно, утечки из корпуса.Таким образом, электроника надежно и постоянно защищена от влаги.
Щелкните здесь, чтобы посмотреть фильм.
Клей для предварительной обработки серводвигателей
Предварительная обработка валов и пакетов ламинирования для производства роторов, а также для приклеивания магнитов с помощью cleanLASER
- для синхронных и асинхронных трехфазных и серводвигателей
- Долговременная стабильная адгезия за счет модификации поверхности
- Увеличение значений отрыва
- альтернатива или дополнение к обычным процессам струйной очистки и промывки
У вас есть вопросы? Просто свяжитесь с нами. Если вы заинтересованы, мы также будем рады отправить вам наш флаер по этой теме.
Если вы заинтересованы, мы также будем рады отправить вам наш флаер по этой теме.
ПРЕИМУЩЕСТВА
- Оптимальная подготовка металлических поверхностей для подготовки клея
- Значительно повышенная коррозионная стойкость легких металлов
- Склеивание, устойчивое к старению
- Сухой метод предварительной обработки без добавок
- Сухой метод предварительной обработки без добавок
- Возможности бесшовного мониторинга процесса благодаря опциональной сенсорной технологии cleanLASER
- Доступна адаптированная специальная оптика для специальной геометрии клея (shareMOTION)
- Возможно структурирование для увеличения поверхности
cleanLASER — технологический лидер в области предварительной обработки клея с использованием лазерной технологии.
Многолетний опыт, а также оптимизированные лазерные системы являются основой для надежного соединения.
Помимо предварительной обработки металла, мы также предлагаем подготовку к склеиванию пластмасс.
КОНТАКТЫ
Есть вопросы? Мы будем рады помочь вам.
Свяжитесь с нами здесь Предпочтение конфиденциальностиЗдесь вы найдете обзор всех используемых файлов cookie.Вы можете дать свое согласие на использование целых категорий или отобразить дополнительную информацию и выбрать определенные файлы cookie.
| Имя | Borlabs Cookie |
|---|---|
| Провайдер | Eigentümer dieser Веб-сайт |
| Назначение | Speichert die Einstellungen der Besucher, die in der Cookie Box von Borlabs Cookie ausgewählt wurden. |
| Имя файла cookie | Борлабс-печенье |
| Срок действия куки | 1 Яр |
Inhalte von Videoplattformen und Social-Media-Plattformen werden standardmäßig blockiert.Венн Cookies von externen Medien akzeptiert werden, bedarf der Zugriff auf diese Inhalte keiner manuellen Einwilligung mehr.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
Принципы склеивания эластомеров (резины) | LORD Corp
Эластомеры
Натуральный каучук и многие синтетические эластомеры составляют ассортимент резиновых полимеров, доступных для производства.Факторами, которые следует учитывать при выборе эластомера, являются требования к характеристикам детали, простота смешивания, обработки и формования.
Наибольший процент вулканизационных сборок составляют:
- Натуральный каучук (NR)
- Сополимеры стирола и бутадиена (SBR)
- Полихлоропрен (CR)
- Сополимеры акрилонитрила и бутадиена (NBR)
Другие широко используемые синтетические эластомеры включают:
- Бутилкаучук (IIR)
- Изопрен, синтетический (ИК)
- Полибутадиен (BR)
- Хлорсульфированный полиэтилен (CSM)
- Полиакрилат (ACM)
- Типы эфиров этилен-акрилатной кислоты (AEM)
- Различные литейные полиуретаны (AU или EU)
Эластомеры с высокими и сверхвысокими характеристиками указаны там, где требуются долговечность и экстремальные условия эксплуатации.К ним относятся различные типы фторэластомеров (FKM) и силикона (MQ), а также гидрированный NBR (HNBR).
Конструкторы деталей начинают использовать перерабатываемые в расплаве или термопластические эластомеры для сборок, основной функцией которых является амортизация или управление ударами. Эти эластомеры включают различные полиолефины (ТПО), блок-сополимеры стирола и бутадиена и термопластичные полиуретаны. Эти материалы нетипичны для склеенных сборок, поскольку они не требуют вулканизации, но их легко обрабатывать, а отходы можно перерабатывать.Конечное использование обычно требует обслуживания при температуре окружающей среды.
Эти эластомеры включают различные полиолефины (ТПО), блок-сополимеры стирола и бутадиена и термопластичные полиуретаны. Эти материалы нетипичны для склеенных сборок, поскольку они не требуют вулканизации, но их легко обрабатывать, а отходы можно перерабатывать.Конечное использование обычно требует обслуживания при температуре окружающей среды.
Многие из вышеупомянутых эластомеров обладают характеристиками, которые удовлетворяют конкретным требованиям конечного использования: стойкость к маслам и органическим жидкостям, термостойкость, стойкость к химическому воздействию, высокая прочность, превосходные динамические свойства и / или простота обработки.
Эффекты смешивания
Данные, полученные лабораториями технического обслуживания LORD, в сочетании с данными клиентов, предоставляют информацию, необходимую для понимания переменных компаундирования и связывания.Эти рекомендации по составу относятся в основном к неполярным диеновым эластомерам: EPDM, IIR и NR, и, в меньшей степени, к более легким для связывания и более полярным типам, таким как CR и NBR.
Следующие ниже ингредиенты смеси, отвердитель, наполнители, масла-наполнители / пластификаторы и антиразложения влияют на «склеиваемость» в различной степени. Эффекты этих ингредиентов перечислены ниже:
- Уровни серы — Количество серы в соединении играет важную роль: уровень серы составляет один p.ч. р. или выше, имеют благоприятный эффект на связываемость. Небольшое количество серы или ее отсутствие приводит к образованию соединения, которое труднее связывать.
- Ускорители — Из наиболее часто используемых ускорителей MBT обычно обеспечивает хорошую склеиваемость. ZDMC и ультраускорители, такие как TMTD, ухудшают адгезионную способность, особенно в системах отверждения «EV» или «полу-EV». Ингибитор предвулканизации (PVI) часто добавляют к быстро вулканизирующимся материалам для повышения безопасности обработки. Однако при использовании ультраускорителей.Высокие уровни PVI в составах NR вредны для связывания. Количество PVI ниже 0,15 p.h.r. обычно позволяют удовлетворительное соединение.
- Наполнители — Тип и количество наполнителя имеют решающее значение. Соединения с 40-80 p.h.r. сажи легче склеить, чем с более низким уровнем сажи. Не черные наполнители, такие как глины и кремнезем, также способствуют склеиванию.
- Воски и масла — Восковые или маслянистые ингредиенты смеси, которые мигрируют на вулканизирующуюся эластомерную поверхность, вызывают затруднения при склеивании.К ним относятся полиолефиновые вспомогательные вещества с низкой молекулярной массой (т.е. легкоплавкие полиэтиленовые и полипропиленовые технологические добавки / смазочные материалы), ароматические масла и сложные эфиры жирных кислот (т.е. рицинолеаты). Нафтеновые или парафиновые масла менее проблемны.
- Пластификаторы на основе сложных эфиров фталата — Хотя сложные эфиры фталата, такие как диоктилфталат, часто рекомендуются для поддержания механических свойств полиолефиновых эластомеров (EPDM и IIR) в низкотемпературных конечных применениях, они вредны для склеивания.Использование эфиров фталевой кислоты может поставить под угрозу склеиваемость запасов NBR. Однако неорганические наполнители, такие как диоксид кремния, с большой площадью поверхности, иногда могут нейтрализовать негативное воздействие пластификаторов на основе эфиров фталевой кислоты.
- Антиозонанты — Высокий уровень антиозонантов и некоторых антиоксидантов, особенно типа п-фенилендиамина, может ухудшить адгезию.
- Недиеновые эластомеры — Эластомеры, не отвержденные серой и ускорителями, легче склеиваются за счет включения наполнителей с большой площадью поверхности.При смешивании с некоторыми маслами, пластификаторами и восками их становится труднее склеивать.
Смеси эластомеров
Смеси двух или более жевательных резинок (например, смеси NR-SBR, измельченный NBR с IR) выбираются таким образом, чтобы были доступны наиболее желательные характеристики или свойства каждого компонента. Смеси также выбираются с целью улучшить экономику сырья без ущерба для качества готовой детали.
Смеси эластомеров почти всегда являются гетерофазными системами, т.е.е. дисперсии эластомера одного типа в сплошной среде или матрице другого типа. Эта неоднородность объясняется тем, что большинство пар эластомеров не растворимы между собой. Смешивание приводит к неравномерному распределению ингредиентов смеси, что часто приводит к предпочтительной вулканизации одного из эластомеров серой и ускорителями.
Общие эффекты смешивания эластомеров могут повлиять на склеиваемость и выбор клея. Например, смеси NBR и NR будет сложнее связать, чем соединения, полностью состоящие из нитрильного эластомера.Дополнительные сведения см. В таблице оценки свойств эластомера.
Дополнительные соображения
Более тонкие моменты выбора клея включают соображения, касающиеся конструкции детали, метода формования и рецептуры соединения.
- Конструкция детали — Конструкция или геометрия сборки будут влиять на соединение и то, насколько хорошо эта деталь будет выдерживать условия эксплуатации. Жидкостные опоры двигателя или втулки (т. Е. Те, в которых содержится жидкость) могут предъявлять нетипичные требования к устойчивости отвержденного клея к окружающей среде.Если поверхность раздела эластомер-металл подвергается воздействию ограниченной жидкости, такой как смесь горячего гликоля и воды, адгезивная система должна будет выдерживать это конкретное рабочее воздействие (например, клей Chemlok 259 в сочетании с грунтовкой Chemlok 207).
- Метод формования — Метод формования влияет на тенденцию к нежелательному вытиранию или подметанию клея. Это явление иногда возникает, когда расплавленный эластомерный состав перемещается по покрытым клеем металлическим деталям перед вулканизацией.В этих условиях некоторые клеи могут быть смыты с поверхностей раздела там, где они необходимы. Клей Chemlok 220 обладает хорошей устойчивостью к подметанию и вытиранию. Клей Chemlok 234B, напротив, не следует выбирать, если подметание может быть проблематичным.
- Предварительный обжиг — Допуск к предварительному обжигу — это способность клея выдерживать воздействие высоких температур до того, как он войдет в контакт с вулканизирующимся эластомером. Склеивание зависит от химических реакций, которые происходят при повышенных температурах между клеем и вулканизирующимся эластомерным компаундом (т.е.е. через границу раздела адгезив-эластомер). Если химические реакции начинаются в адгезиве до контакта с эластомером, значительная часть адгезионных свойств может быть потеряна. Реакция основных клеящих ингредиентов на покрытой клеем металлической поверхности может привести к потере клеем части своей адгезионной активности. Реакция может привести к миграции высокореактивных частиц на поверхность соединения. Затем на внешнем слое эластомера может произойти предварительная реакция ключевых ингредиентов до контакта с адгезивным эластомером.
Процесс склеивания
Процесс склеивания состоит из четырех этапов:
- Подготовка основания
- Нанесение грунтовки и клея
- Подготовка эластомера
- Формование, отверждение и окончательная обработка
Для получения более подробной информации просмотрите блок-схему связывания эластомера.
Подготовка основания
Правильная подготовка поверхности важна для достижения максимальной прочности склеивания.Используйте приведенную ниже таблицу подготовки поверхности, чтобы определить подходящую процедуру очистки поверхности и рекомендации для металлических и неметаллических поверхностей.
При подготовке поверхности необходимо учитывать определенные параметры контроля. Они перечислены в таблице контрольных точек управления процессом.
- Удаление маслянистых загрязнений — Удалите смазочно-охлаждающие жидкости, смазки для штампов и твердые частицы путем щелочного обезжиривания.Щелочная ванна должна иметь регуляторы температуры и концентрации, а также систему перелива. Резервуары для ополаскивания холодной и горячей водой необходимы для удаления следов щелочей и моющих средств.
- Удаление нерастворимых материалов — Удалите окалину, ржавчину или другие оксидные покрытия с помощью механической или химической обработки. Механическая обработка включает струйную очистку, абразивную обработку, механическую обработку или шлифование. Необходимо использовать чистую крошку или абразивные материалы. Предпочтительна щелочная очистка до и после струйной очистки.Эти методы удаляют сухую почву и коррозию, увеличивают площадь поверхности и обеспечивают активную поверхность для склеивания. Химическая обработка включает фосфатирование или конверсионное покрытие для обеспечения чистой поверхности. Лечебные растворы необходимо контролировать. Промывочная вода и сушильный воздух должны оставаться чистыми.
- Уход за подготовленными поверхностями — Не допускайте воздействия пыли, влаги, химических паров, аэрозолей плесени и других загрязнений. Грунтовку следует наносить как можно скорее после подготовки поверхности.
Нанесение клея
Тщательно перемешайте пигментированные клеи до и во время нанесения. Равномерно нанесите грунтовку и дайте ей полностью высохнуть перед нанесением верхнего слоя. Предпочтительно наносить тонкий слой грунтовки, так как толстые покрытия могут привести к захвату растворителя и последующему разрушению связки во время формования. Поддерживайте однородность пленки, контролируя температуру и вязкость влажного клея или грунтовки. При нанесении более чем одного слоя клея необходимо обеспечить достаточное время и температуру между слоями, чтобы обеспечить полное испарение растворителя.
Нанесите грунтовку или клей окунанием, распылением, кистью, валиком или валиком. Выбор метода нанесения зависит от размера, формы деталей и количества покрываемых деталей. Ниже перечислены характеристики пяти методов нанесения:
- Погружение — Используется для растворителей и водных клеев. Погружение подходит как для больших, так и для малых производственных партий, в зависимости от уровня автоматизации.
- Распыление — Обеспечивает высочайший уровень эффективности склеивания и самую высокую скорость испарения растворителя-носителя.
- Кисть — Te Рекомендуется только для клея на основе растворителей. Полезно для небольших серий или производства, которое не является непрерывным.
- Roll Coating — Обеспечивает превосходный метод покрытия больших плоских поверхностей, а также цилиндрических предметов.
- Галтовка — Экономичное нанесение покрытия на детали вращающегося барабана. Клей можно сушить, выгружая детали в сушильные лотки, циркулируя теплый воздух через галтовочный барабан или высушивая в печи.
Точные инструкции по контролю процессов нанесения можно найти в руководстве по нанесению клея Chemlok Adhesives.
Формовочные и отделочные операции
Литье — самый важный этап в процедуре склеивания; любое изменение индивидуальных параметров формования может привести к нарушениям связи или высокому проценту брака. При проектировании пресс-формы предусмотрите возможность легкой загрузки покрытых клеем металлов, а также легкого удаления вулканизированной детали.
Поместите покрытую клеем смесь металла и резины в полость формы. Используйте правильное время, температуру и давление, чтобы сформировать качественную сборку. Периодически проверяйте температуру в полости формы с помощью термопар, пирометров, карандашей Tempilsticks ® или восковых карандашей для селективной точки плавления. Негерметичные формы, колебания температуры, недостаточное или чрезмерное отверждение могут отрицательно сказаться на целостности склеивания.
Идеальная среда для склеивания возникает, когда эластомер находится под максимальным давлением и при минимальной вязкости во время вулканизации и отверждения.Чтобы получить эти условия, соблюдайте указанные требования к времени и температуре отверждаемого эластомера. В приведенной ниже таблице перечислены контрольные точки контроля процесса для операций формования и отделки.
Tempilsticks ® является товарным знаком Tempil, Inc.
Способы формования — Существует три метода формования: литье с трансфером, литье под давлением и компрессионное формование. Трансфер и литье под давлением составляют большинство всех производимых деталей из резины по металлу.В таблице ниже перечислены типичные условия, необходимые для удовлетворительного вулканизационного соединения.
Отделочные работы — Часто необходимо выполнить дополнительную обработку склеенных деталей. Распространенные неудачи облигаций, связанные с этими дополнительными обработками:
- Удаление заусенцев сухим льдом или азотом — Разрывы между металлическими и резиновыми материалами, когда большие грузы находятся в барабане при слишком низкой температуре в течение длительного периода времени.
- Обработка проволочной щеткой, шлифовка или механическая обработка — Отказ склеенной детали из-за перегрева.
- Последующая покраска — Отказ, когда клей не сопротивляется растворителям при последующей покраске.
Устранение неисправностей
ASTM International предоставляет набор подробных описаний симптомов неисправности облигаций. Эти описания можно использовать для оценки проблемы и принятия быстрых корректирующих мер. В этом документе термины «эластомер» и «клей» следует интерпретировать как «резина» и «цемент» соответственно.
Четыре основных обозначения ASTM: покрывают примерно 80% всех разрывов связки:
- R — Разрыв резины. Эта классификация может быть разбита на дополнительные подклассы, как описано ниже.
- RC — Отказ на границе раздела резина-цемент.
- CM — Отказ на границе раздела цемент-металл крышки; или на границе раздела грунтовка-металл.
- CP — Отказ на границе раздела цемент-грунтовка крышки.
Неисправности резины (R) — Обычно используемые в промышленности обозначения типов повреждений резины включают:
- SR (Пятнистая резина) — Появляется на металлической поверхности в виде брызг резины. Часто возникает из-за загрязнения металлической поверхности пылью или другими инородными отложениями до приклеивания. Разрыв SR также может быть вызван сверхбыстрым высыханием клея на выходе из распылительного сопла (паутина).
- TR (Thin Rubber) — Ровный, но очень тонкий остаток резины на металлической поверхности.Обычно происходит с бутиловыми или каучуковыми маслами, очень сильно увеличенными в масле. Когда масла мигрируют к границе раздела RC, они создают связующий слой, состоящий частично из клея, частично из масла и частично из резины. Этот слабый слой легко выходит из строя, когда деталь подвергается нагрузке.
- HR (Heavy Rubber) — Толстый или тяжелый слой резины, остающийся на металлической поверхности, указывает на отличное сцепление. Приклад терпит неудачу, потому что он подвергается нагрузке сверх своей когезионной прочности.
- SB (Stock Break) — Поломка резины, из-за которой эластомер выглядит сморщенным, а затем отломанным.Излом зазубрен и под острым углом к поверхности металла.
Резино-цементные (RC) отказы — Разделение резины и цемента обычно характеризуется относительно глянцевой твердой поверхностью на металле, практически без видимой резины. Распространенными причинами отказа RC являются: предварительное затвердевание клея или резины до того, как резина вступит в контакт с клеем; недостаточная толщина цементной пленки; низкое давление или температура формования; неадекватное лечение; и миграция пластификаторов, масел и других несовместимых ингредиентов рецептуры.
Неисправности цемент-металл и грунтовка-металл (CM) — Чистое разделение металла и грунтовки или клея указывает на отсутствие адгезии. Это может быть связано с несколькими факторами. Масло, грязь, пыль или другие посторонние вещества на металлической поверхности могли препятствовать адгезии. Факторы окружающей среды, влияющие на металлическую поверхность, могли вызвать отслоение под клеем. Если растворители клея испаряются слишком быстро, может произойти сверхбыстрое высыхание клея на выходе из распылительного сопла (паутина).Растекание эластомерного материала во время склеивания может вызвать смещение клея от металла (сметание).
Неисправности цемент-грунтовка (CP) — Разделение на границе раздела цемент-грунтовка покрытия легко обнаруживается, если цемент грунтовки и цемент покрытия разного цвета. Такой отказ неизменно происходит из-за загрязнения грунтовки, миграции пластификатора из эластомера или неправильного смешивания или высыхания грунтовки / клея.
Комбинированный отказ — Комбинированный отказ может произойти, когда на одной и той же детали обнаружены разрушения цемент-металл, резина-цемент и резина.Обратитесь к приведенным ниже таблицам, чтобы найти способы устранения ошибок комбинации.
.